
 返回
返回 首页
首页 导航
导航
作者:东莞市涵峰化工科技有限公司 阅读:次

图1 喷嘴的孔眼处于经纱之间的均等位置
光边机织布布边紧密牢固、布面平整光洁,将其用于家纺中的床品,不但可降低制品的加工费,还节约原料。对织造厂来说,光边布售价可以比同规格的毛边布售价高出0.5~1元/m,属特色增效品种。有梭织机和附带折边装置的无梭织机可生产光边布。但有梭织机可织造的布幅偏窄,且只可生产简单的三原组织,已慢慢退出了市场。
江苏悦达家纺有限公司为拓宽喷气织机的使用价值,引进国内首款与ZAX9100喷气织机相匹配的气动无针折边装置,开发宽幅高支高密光边机织物。
织造光边高密品种时需考虑布边组织的选择、布边的穿筘方法、废边的穿综方法、折入气压的控制调整、折边装置的位置等因素。
1.气动无针折边装置
气动无针折边装置利用电磁阀控制开闭,并通过吹气完成折边动作,它可将长度约15~17 mm的纬纱拉入织物中形成布边。因该布边的密度是地组织密度的2倍,所以布边结实、厚重,但这也使得该装置织造密织细平布(纱线线密度低于9.7 tex,纬纱密度不小于394根/10 cm)的难度系数较大。
2.织前准备
2.1钢筘
织造单幅光边织物需使用专用钢筘。该钢筘由两部分构成,即织地钢筘和探纬器用虚设钢筘,并呈分割式。虚设钢筘主要用于穿废边纱,与上机织物品种无关,且可通用于不同的织物品种。织物幅宽和织地钢筘--对应,更改幅宽需更换织地钢筘,因此,织地钢筘的使用成本较高。此外,安装钢筘时,织地钢筘与虚设钢筘需保持20 mm的间距。
2.2折边装置的安装
在ZAX9100喷气织机的喂纱侧与动力侧各安装一折边装置。折边装置的安装位置至关重要,它将影响织机的效率及布边的成形:
左右位置
调整喂纱侧折边装置机头与织地钢筘第一筘齿之间的间距为3 mm,调整动力侧折边装置机头与织地钢筘终端筘齿的间距为2 mm。
前后位置
曲柄置于0°位置,调整喂纱侧折边装置机头内部喷嘴的喷射孔中心与织地钢筘背面之间的间距为5 mm,调整动力侧的间距为3 mm。
上下位置
曲柄置于180°位置,调整喂纱侧折边装置机头和动力侧折边装置机头的上下喷嘴的孔眼,使2个孔眼处于上下层经纱之间的均等位置(图1)。
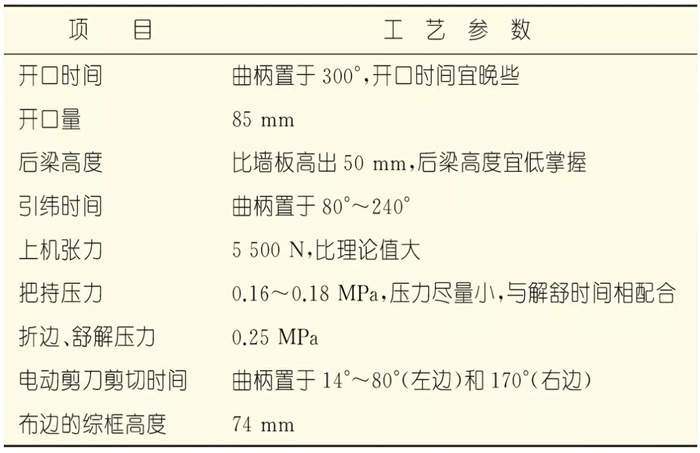
表1 织造工艺参数
3.织造工艺设计
3.1织物规格
经、纬纱均采用4.9 tex的精梳棉股线,经纱密度728根/10 cm,纬纱密度350 根/10 cm,双经双纬,2上2下组织,幅宽325 cm。由于经纱密度较大,所以织造时采用多片综框飞穿法。织物组织纹板图如图2所示,其中,1、2是边组织所对应的综框,3、4是地组织所对应的综框,5、6综框用于穿地组织和废边纱。左边边组织的穿综法为3、4+(1、2)×59(即2根地经纱+边纱组织的59次循环),右边边组织的穿综法为(1、2)×59+3、4(即边纱组织的59次循环+2根地经纱)。左右侧布边的最外边加2根纱锁边,采用平纹组织。地组织和边组织的穿筘法皆为每筘4入。
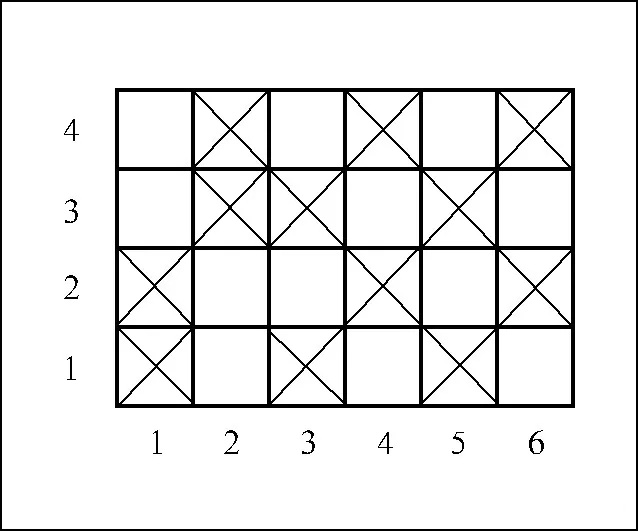
图2 纹板图
3.2织造工艺
为保证光边布的布边成形良好,布边的综框高度相较于一般平纹织物72 mm的综框高度略高;上机张力比理论值偏大,以确保边组织的紧密。折边装置凭借把持压力和折边、舒解压力这两种空气压完成折边动作。具体织造工艺参数见表1。
3.3边组织
由于边组织的纬向紧度是地组织纬向紧度的2倍,因此,布边组织和地组织的配合尤为重要。品种选用2上2下经重平,这样在保证边紧度的同时可与地组织相吻合。此外,为保证光边布的布边成形良好,边组织除了经重平外,还包括2根平纹锁边纱。
织造光边织物时,绞边纱和边纱穿入同一个筘齿,而一般的织物则是左侧绞边纱与边纱穿入同一个筘齿,右侧绞边纱与边纱分别穿入两个筘齿。
4.织造过程中出现的问题及解决措施
4.1出现的问题
光边织物在生产过程中出现的主要技术问题是边组织问题,主要有起圈、边双纬、右边纬缩、纬停(误停)等。
4.2解决措施
4.2.1起圈
起圈问题可按以下6个方面加以解决:
1)边纱折入过程中折入气压宜小;
2)剪刀的安装位置必须准确无误;
3)辅喷嘴的安装位置应正确无误;
4)调整绞边纱张力,使其大小符合织造工艺需求;
5)边组织的穿综方法要保证布边经纱具有一定的张力;
6)延长折入时间,同时减小折入气压。
4.2.2边双纬
边双纬是指当折入纬纱的长度超过了17 mm,过长的纬纱与地组织的纬纱合并构成双纬。解决边双纬的措施有:
检查剪刀是否足够锋利;
双纬如在左侧,增加主喷气压;若在右侧,表明废边纱过长,则需调短废边纱长度至8~12cm;
尽量保证废边纱的根数,可以有12根,以确保张力。
4.2.3右边纬缩
布面右边纬缩产生的原因有:主喷嘴气压过大;右侧光边折入气压大,折入时间过长。相应的措施有:调整主喷嘴气压;降低折入气压或缩短折入时间。
4.2.4纬停
纬停主要有工艺调整不到位和无故停车两方面的原因。具体措施有:
合理安装剪刀、主喷嘴,有利于纬纱飞行稳定;
完善剪压、常压、主辅喷嘴压力配合;
开口量和张力配合得当,避免开口不清;
延长折入时间,减小折入气压,避免无故停车。
免责声明:以上部分内容或全部内容来自互联网,如有侵权、违反广告法等情况,请马上联系我们,我们会及时做修改、删除处理!